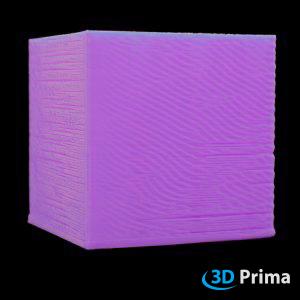
 1. BRUTTI "SBALZI" 1. BRUTTI "SBALZI"
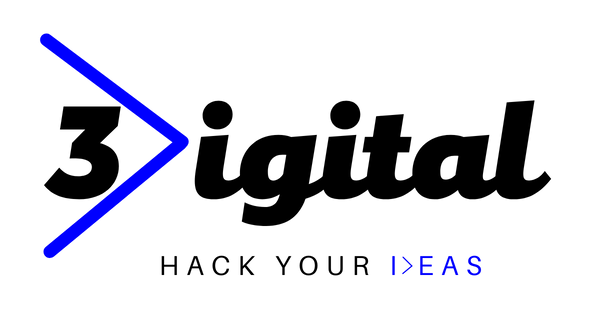
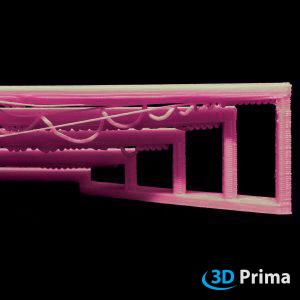
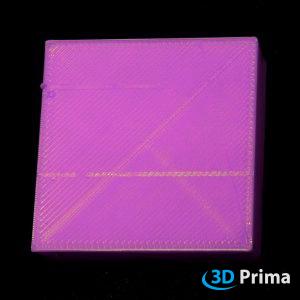
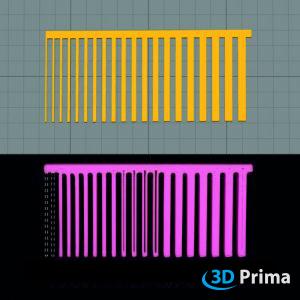
Non è banale ottenere un risultato perfetto con sbalzi “perfetti”. Dipende dal materiale, dalla stampante utilizzata e dalle impostazioni di stampa, quali angoli di sporgenza è possibile stampare. In genere, è possibile stampare con un angolo di circa 45 gradi. Nella stampa 3D FDM/FFF, ogni strato deve essere costruito su un altro. Ovviamente non è possibile stampare in aria ed è per questo che è necessario considerare alcuni punti prima di iniziare la stampa. Il posizionamento perfetto, l'aggiunta di una struttura di supporto o la suddivisione della parte in più pezzi sono trucchi comuni per ottimizzare la stampa 3D. È possibile utilizzare un modello di test di sporgenza, come quello della rivista "make", collegamento per il download: http://www.thingiverse.com/thing:533472/#files
AGGIUNGI UNA STRUTTURA DI SUPPORTO
Un modo semplice per ottenere risultati migliori sono le strutture di supporto.
Non possiamo consigliare quali siano le impostazioni migliori, perché cambiano quando cambi l'altezza dello strato o il materiale. Ti consigliamo di iniziare con le impostazioni standard nel tuo programma slicer, se devi modificarle, riprova e ripeti, sbagliando si impara!
Tieni presente che il materiale di supporto richiede tempo di stampa aggiuntivo e talvolta l'ottimizzazione del posizionamento dei modelli è un'altra soluzione.
RIDUCI L'ALTEZZA DELLO STRATO
Per impedire la stampa di sporgenze non riuscite o per ridurre la struttura di supporto, è anche possibile ridurre l'altezza dello strato nel software di slicing.
VENTOLA DI RAFFREDDAMENTO
Per realizzare angoli di sporgenza più elevati, il materiale deve raffreddarsi abbastanza velocemente dopo averlo stampato. Se la tua stampante è dotata di una ventola di raffreddamento per il pezzo, dovresti attivarla o aumentare la velocità della ventola. Controlla anche se la ventola e la fessura di ventilazione sono nella posizione corretta (controlla che l'aria raffreddi la tua parte e non vada da nessun'altra parte).
Alcuni materiali hanno una viscosità estremamente bassa alle temperature di stampa ed è per questo che è necessario stamparli con velocità di stampa elevate e ventola di raffreddamento delle parti.
REGOLA LA VELOCITÀ DI STAMPA
Spesso è necessario combinare la velocità di stampa e le impostazioni della temperatura dell'estrusore per ottenere i migliori risultati in termini di sporgenze. Non possiamo darvi la soluzione completa, perché differisce da materiale a materiale, da stampante e ventola di raffreddamento del pezzo. Ti consigliamo di eseguire test di stampa delle sporgenze per ottimizzare le impostazioni e scoprire quali angoli di sporgenze sono possibili. Puoi utilizzare un modello di prova delle sporgenze, come quello della rivista "make", scaricalo.
Alcuni suggerimenti aggiuntivi: Raccomandiamo una velocità di stampa leggermente superiore quando si stampano le sporgenze.
REGOLARE LA TEMPERATURA DELL'UGELLO
Come spesso accade, per ottenere i migliori risultati in termini di sporgenze è necessaria una combinazione tra la velocità di stampa e le impostazioni della temperatura dell'ugello. Non possiamo darti una soluzione generale, perché materiali diversi, stampanti e ventole di raffreddamento delle parti influenzano molto il risultato della sporgenza.
Ti consigliamo di stampare dei test di sporgenza per ottimizzare le tue impostazioni e per scoprire quali angoli di sporgenza sono possibili.
|
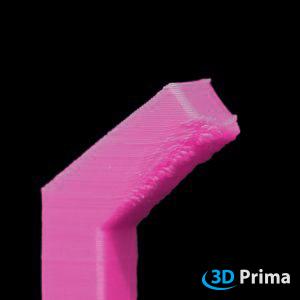
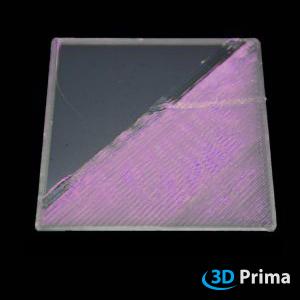
 2. MACCHIE, BUCHI E "BRUFOLI" 2. MACCHIE, BUCHI E "BRUFOLI"
La tua stampante 3D deve eseguire molti cambiamenti nell'estrusione e nelle direzioni di movimento durante il processo di stampa. Se le impostazioni di ritrazione non sono ottimizzate, potrebbero verificarsi difetti sulla superficie della stampa. A volte queste deformazioni vengono chiamate anche buchi o brufoli.
REGOLARE LA RETRAZIONE
La ritrazione è l'arretramento del filamento durante il processo di stampa. Quando l'hotend della tua stampante 3D si sposta in una nuova posizione (l'estrusore si muove senza estrudere) potrebbero formarsi delle stringhe, perché il filamento fuso fuoriesce dall'ugello. Questo può essere migliorato tirando indietro il filamento nel momento in cui l'hotend smette di estrudere.
Innanzitutto, assicurati di aver abilitato la ritrazione.
Il secondo passo sarà ottimizzare le impostazioni di ritrazione, come: distanza e velocità.
DISTANZA DI RITRAZIONE
La distanza definisce quanto il filamento viene tirato indietro rispetto all'ugello. Dipende dalla stampante quale sarà la distanza migliore. Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la distanza di ritrazione di 0,5 mm e monitora le migliori prestazioni. Per la maggior parte delle stampanti, la distanza di ritrazione deve essere compresa tra 1 e 5 mm.
VELOCITÀ DI RITRAZIONE
Anche la velocità di ritrazione è un'impostazione importante che influenza la stampa. Se si ritrae il filamento troppo velocemente, il filamento potrebbe separarsi dalla parte fusa. Altrimenti, se si ritrae troppo lentamente, l'ugello potrebbe perdere del materiale prima che inizi a stampare nella nuova posizione. Per la maggior parte delle stampanti, la velocità di ritrazione dovrebbe essere compresa tra 20-100 mm/s o 1200-6000 mm/min.
Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la velocità di ritrazione di passi di 20 mm/s o 1200 mm/min e monitora le prestazioni migliori.
UGELLO PULITO
A volte si formano delle macchie se l'ugello presenta residui di filamento. Il nuovo filamento stampato può catturare i residui e causare difetti nella stampa.
SELEZIONA IL PUNTO DI PARTENZA
I difetti più comuni sono piccole macchie all'inizio o al punto di giunzione dei livelli di stampa. Eliminarli completamente può essere molto difficile. Una soluzione semplice è selezionare un nuovo punto di partenza, che non attiri molta attenzione. Il tuo software slicer vuole solo ottimizzare il processo, non è intelligente e non può realizzare il retro o il fronte della tua stampa, quindi devi scegliere il punto iniziale.
|
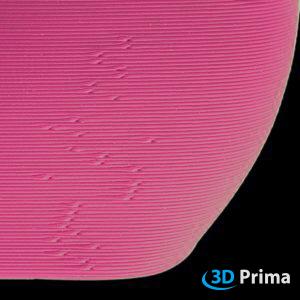
 3. UGELLO OSTRUITO 3. UGELLO OSTRUITO
Nel corso della sua vita utile, un ugello deve estrudere diversi chilogrammi di plastica. Con il passare del tempo è molto probabile che l'ugello si ostruisca. Questi inceppamenti o intasamenti sono solitamente dovuti a qualcosa all'interno dell'ugello che impedisce alla plastica di estrudersi liberamente. Anche se questo può essere scoraggiante la prima volta che accade, illustreremo alcuni semplici passaggi per la risoluzione dei problemi che possono essere utilizzati per riparare un ugello inceppato.
TIRATA FREDDA
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
METODO DELL'AGO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
|
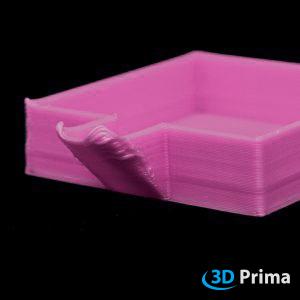 4. ANGOLI ARRICCIATI O IRREGOLARI 4. ANGOLI ARRICCIATI O IRREGOLARI
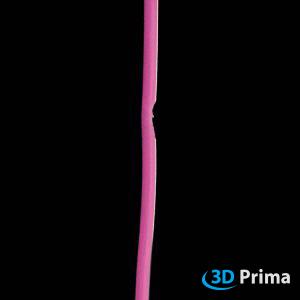
Piccole parti della stampa presentano dei problemi nelle sporgenze. Fili o colate di plastica pendono dall'oggetto. Questo problema può anche essere chiamato “Deformazione in corrispondenza delle sporgenze”. Appare se la parte non è stata raffreddata adeguatamente e la temperatura di estrusione è troppo alta.
REGOLARE LA TEMPERATURA DELL'UGELLO
Impostare la temperatura dell'ugello a 5-10°C più in basso e dare alla plastica il tempo di raffreddarsi. In questo modo l'hotend non deformerà questo strato potendo arrivare a quello successivo senza intoppi. Per ulteriori consigli, leggere le soluzioni per “Temperatura di estrusione troppo alta”.
VENTOLA DI RAFFREDDAMENTO
Per evitare l'arricciamento, una buona cosa è aumentare la percentuale di velocità della ventola. La plastica si indurisce più rapidamente, in modo che lo strato successivo non si deformi prima di essersi raffreddato.
|
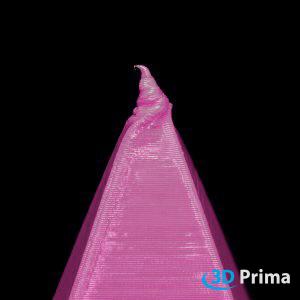 5. DEFORMAZIONE 5. DEFORMAZIONE
Spesso si verificano deformazioni sulla punta o sulle estremità sottili. Il motivo principale di questo problema è una temperatura troppo elevata per il filamento scelto. Parti dell'oggetto sembrano sovraestruse. L'intera stampa sembra fusa. Se la temperatura è troppo elevata, la plastica può incastrarsi sulla parete interna dell'ugello e bloccarlo. È necessario un buon equilibrio tra temperatura, velocità e raffreddamento sufficienti per ottenere la plastica nella giusta forma.
REGOLARE LA TEMPERATURA DELL'UGELLO
La nostra stampa sembra cioccolato fuso. Gli strati non sono ben definiti e in parte si sentono sopra l'altro strato. In altri casi, la plastica può anche deformarsi. Prova ad abbassare la temperatura dell'ugello.
VENTOLA DI RAFFREDDAMENTO
La temperatura del filamento scelto è troppo alta, ma è necessaria averla per questo tipo di oggetto. Prova ad accendere la ventola di raffreddamento e verifica se il problema è stato risolto.
REGOLA LA VELOCITÀ DI STAMPA
Se si stampa a una velocità molto bassa, la plastica rimane più a lungo nell'ugello e si degrada. Il flusso di materiale fuso aumenta e dall'ugello della stampante fuoriesce troppa plastica. Prova ad aumentare la velocità o ad abbassare la temperatura.
|
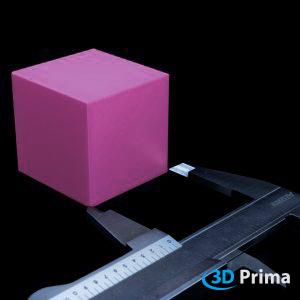 6. PRECISIONE DIMENSIONALE 6. PRECISIONE DIMENSIONALE
La precisione dimensionale è importante se si desidera costruire parti che devono combaciare perfettamente tra loro. Anche il restringimento del polimero gioca un ruolo importante in questa parte. Per gestire questo problema, puoi impostare il moltiplicatore di estrusione o la larghezza di estrusione per un risultato perfetto. Inoltre, l'altezza del primo strato o un errore dimensionale costante della stampante potrebbero rappresentare un problema.
REGOLA L'ALTEZZA DEL PRIMO STRATO
Per la precisione dimensionale è necessario impostare correttamente il primo strato. Scoprilo modificando a piccoli passi. Se è impostato più in basso di quanto dovrebbe essere il primo strato, dall'ugello uscirà troppa plastica e questo errore continuerà per i successivi 10-20 strati. Il risultato saranno strati sovradimensionati.
MOLTIPLICATORE DI ESTRUSIONE
Per quanto riguarda la precisione dimensionale, la quantità di materiale estruso è un fattore limitante per il successo. Inizia con un moltiplicatore di estrusione da 1 e, se verrà estrusa troppa plastica, diminuiscilo con incrementi del 5%. Dipende dal materiale utilizzato, dalla stampante e dal diametro dell'ugello, dalla facilità con cui scorre il materiale.
MODIFICA LA LARGHEZZA DI ESTRUSIONE
Una larghezza di estrusione corretta è necessaria per la precisione dimensionale. Se l'estrusione è troppo ampia o troppo piccola, l'intera parte diventa più grande o più sottile di quanto desiderato. Per evitare questo problema, prova a impostare la larghezza di estrusione esattamente come il diametro dell'ugello.
PARTE IN SCALA
Per ridurre al minimo l'effetto di restringimento di un polimero, ridimensiona leggermente la parte. In precedenza, una parte dovrebbe essere stampata e misurata.
COMPENSAZIONE DELLA DIMENSIONE ORIZZONTALE
Questa opzione può essere utilizzata se l'offset degli assi X e Y non è dimensionato con precisione. La precisione può essere testata con parti stampate, che devono essere misurate nelle dimensioni X e Y. Dopo aver adattato le impostazioni dell'affettatrice.
|
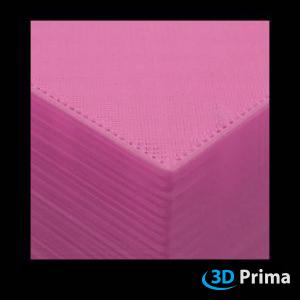
 7. PIEDE DI ELEFANTE 7. PIEDE DI ELEFANTE
Il tipico angolo deformato che si è staccato da piatto, è chiamato “piede di elefante” o "warping".
REGOLA IL PRIMO STRATO
Puoi utilizzare le impostazioni dello slicer per aumentare l'altezza o la velocità di estrusione solo per il primo strato. Fai attenzione, perché l'altezza dello strato influenza anche l'adesione sul piano di stampa. Prova con un intervallo del 5%.
Se l'altezza del primo strato è troppo bassa o la velocità di estrusione troppo alta, la plastica si stende contro il piano di stampa e fuoriesce dallo spazio tra l'ugello e il piano di stampa. Il risultato è il tipico arco in uscita sul fondo della stampa, vicino alla superficie.
PROGETTARE UNO SMUSSO
Puoi utilizzare il tuo programma di costruzione per aggiungere uno smusso ai bordi nella parte inferiore della tua parte. Tieni presente che non sempre il fondo reale della tua parte viene posizionato sul piano di stampa. Adatta il lato della tua parte da posizionare sul piano di stampa.
Per eliminare il piede dell'elefante questo smusso dovrebbe essere piuttosto piccolo.
Questa soluzione è riservata solo agli utenti che sanno come costruire parti e creare file .stl.
PIANO DI STAMPA LIVELLATO
Per livellare il piano di stampa e impostare correttamente l'altezza dell'ugello, seguire le istruzioni della stampante 3D.
Per impostare l'altezza corretta dell'ugello o, più accuratamente, impostare la posizione zero corretta per l'asse Z aiuta a ridurre la deformazione, eliminando la zampa di elefante, ma aiuta anche a estrudere la giusta quantità nel primo strato. La maggior parte delle stampanti 3D non è in grado di rilevare quando l'ugello tocca la superficie di stampa, si affida semplicemente a un finecorsa o a un sensore separato per sondare il piano. In entrambi i casi, solitamente è necessario impostare manualmente la posizione zero. La procedura esatta differisce da stampante a stampante, ma l'idea generale è solitamente la stessa:
assicurati che l'ugello sia pulito e, idealmente, riscaldato in modo che eventuali caccole vengano spazzate via dalla carta.
Utilizzare un pezzo di carta sottile per letti più rigidi (circa 90 g per m2 o 0,1 mm di spessore) e una carta più spessa per letti a molle (circa 300 g per m2 o 0,25 mm di spessore, ad esempio un biglietto da visita).
Regolare il finecorsa o l'offset del sensore finché non si avverte una leggera resistenza nello scorrimento della carta quando la stampante si trova nella posizione zero per l'asse Z. La maggior parte delle stampanti dispone di una modalità semiautomatica, in cui la testina di stampa si sposta in diversi punti definiti sulla superficie di stampa ed è necessario impostare manualmente l'altezza dell'ugello. In caso contrario, iniziare dal centro del letto per una prima regolazione approssimativa, fare il giro del letto e ripetere per ogni punto di regolazione. Spostare la testina di stampa il più vicino possibile ai regolatori e regolarli finché non si ottiene una resistenza uniforme con le schede di calibrazione su ciascuno di essi.
|
 8. RETTIFICA DEL FILAMENTO 8. RETTIFICA DEL FILAMENTO
La macinazione del filamento si verifica quando il filamento non può muoversi in avanti, l'estrusore sta ancora girando e i suoi denti affilati macinano abbastanza plastica dal filamento, in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi. Identificherai il pezzo del filamento come vedi nell'immagine. A volte si sentono dei ticchettii dell'estrusore.
INGRANAGGIO DELL'ESTRUSORE SCIVOLANTE
Tutte le stampanti 3D FDM utilizzano un piccolo ingranaggio di trasmissione che afferra il filamento e lo preme contro un cuscinetto o un altro ingranaggio di trasmissione. Questo ingranaggio conduttore ha denti affilati che gli consentono di afferrare il filamento. Se il filamento non è in grado di muoversi, l'ingranaggio conduttore continua a girare e può macinare via abbastanza plastica dal filamento in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi.
Se ciò accade sulla tua stampante, di solito vedrai molti piccoli trucioli di plastica provenienti dal filamento che sono stati triturati. Potresti anche notare che il motore dell'estrusore gira, ma il filamento non viene spinto nell'estremità calda.
Per risolvere questo problema, puoi provare:
- aumentare la temperatura dell'ugello di 5-10 gradi in modo che la plastica scorra più facilmente.
- modificare la velocità di stampa, se l'estrusore tenta di spingere il filamento attraverso l'ugello più velocemente di quanto l'hot end possa scioglierlo. Riducilo del 30% per vedere se il problema è risolto.
Se l'estrusore scivola, assicurati che l'ingranaggio conduttore dell'estrusore sia pulito, perché i frammenti di plastica possono riempire i denti dell'ingranaggio conduttore. Se ciò accade, è più probabile che l'ingranaggio conduttore slitti di nuovo.
REGOLARE LA TEMPERATURA DELL'UGELLO
Se riconosci che l'estrusore a volte ha difficoltà a spingere il filamento attraverso l'hotend, forse è perché il tuo ugello è troppo freddo, prova ad aumentare la temperatura di 5-10 gradi in modo che la plastica scorra più facilmente.
REGOLA LA VELOCITÀ DI STAMPA
Se si stampa troppo velocemente, è possibile che il filamento si sfreghi. Riducendo la velocità di stampa, il motore dell'estrusore non avrà bisogno di girare così velocemente, poiché il filamento viene riscaldato per un periodo più lungo. La rotazione più lenta del motore dell'estrusore può aiutare a evitare problemi di macinazione. La stessa cosa accade con i diversi assi, se la velocità di stampa è troppo elevata i motori devono accelerare e decelerare molto più velocemente, questo può causare vibrazioni e dettagli dall'aspetto brutto. Se stavi stampando a 3600 mm/min o 60 mm/s (la velocità di stampa più comune), prova a ridurre quel valore del 50% a 1800 mm/min o 30 mm/s per vedere se l'abrasione del filamento scompare o la qualità di stampa aumenta . In caso contrario, è molto probabile che il problema sia diverso. Se funziona, prova ad aumentare la velocità di stampa a piccoli passi finché non trovi il miglior equilibrio tra buona qualità e velocità di stampa.
REGOLA LA RITRAZIONE
Impostazioni di ritrazione troppo potenti possono causare la macinazione del filamento. Provare a ridurre la velocità di retrazione del 50% e monitorare se ciò influisce sulla macinazione del filamento. Se sì, abbiamo alcuni consigli:
Velocità di ritrazione
La velocità di ritrazione è un'impostazione importante che influenza la stampa. Se si ritrae il filamento troppo velocemente, ciò potrebbe causare la macinazione del filamento o il filamento potrebbe separarsi dalla parte fusa. Altrimenti, se si ritrae troppo lentamente, l'ugello potrebbe perdere prima che inizi a stampare nella nuova posizione. Per la maggior parte delle stampanti, la velocità di retrazione dovrebbe essere compresa tra 20-100 mm/s o 1200-6000 mm/min.
Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la velocità di retrazione di passi di 20 mm/s o 1200 mm/min e monitora le prestazioni migliori.
Distanza di ritrazione
La distanza definisce quanto il filamento viene tirato indietro rispetto all'ugello. Dipende dalla stampante quale sarà la distanza migliore. Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la distanza di retrazione di 0,5 mm e monitora le migliori prestazioni. Per la maggior parte delle stampanti, la distanza di retrazione deve essere compresa tra 1 e 5 mm.
La ritrazione è l'arretramento del filamento durante il processo di stampa. Quando l'hotend della tua stampante 3D si sposta in una nuova posizione (l'estrusore si muove senza estrudere) potrebbero formarsi delle stringhe, perché il filamento fuso fuoriesce dall'ugello. Questo può essere migliorato tirando indietro il filamento nel momento in cui l'hotend smette di estrudere.
Le impostazioni di retrazione sono importanti per ottenere buoni risultati, quindi consigliamo di ottimizzare le impostazioni di retrazione!
CONTROLLARE SE L'UGELLO È OSTRUITO
Esistono due metodi comuni per risolvere questo problema:
TIRATA FREDDA
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
METODO CON AGO O FILO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
|
 9. ADESIONE DEL PRIMO STRATO 9. ADESIONE DEL PRIMO STRATO
La stampa che non si attacca al piano, è uno dei problemi più comuni e discussi nella stampa 3D. Il primo strato è molto importante per l'intera stampa. Su questo livello verranno posizionati tutti gli altri livelli. È necessaria una buona adesione al piano di stampa, altrimenti la stampa si solleverà dal piano di stampa e dovrà essere interrotta. Ci sono molte cose diverse che puoi fare per far fronte a questo problema di adesione del primo strato.
UTILIZZARE UN PIANO DI STAMPA ADESIVO O RISCALDATO
Esistono molti tipi sul mercato come PrimaFix, colla stick, altri adesivi wipe-on o spray o superfici di stampa come PEI, Buildtak o persino Bluetape non riscaldato. È importante impostare la temperatura corretta del letto riscaldato per ciascun materiale e adesivo.
Per PrimaFix consigliamo le seguenti impostazioni:
-
PLA: primo strato 210°C senza superficie di stampa riscaldata.
-
ABS: primo strato 235-245°C con bordo da 5 mm e letto riscaldato 100-105°C.
-
PET-G: primo strato a 225°C e un letto riscaldato a 70-80°C.
REGOLA IL PRIMO STRATO
Se la distanza dall'ugello al piano di stampa non è impostata correttamente, è possibile regolare l'altezza del primo strato per controbilanciarla. Come al solito, una buona altezza del primo strato è del 70-90%. Considerare che un ugello troppo vicino al piano non estruderà materiale e si presenteranno altri problemi tipo “piede di elefante”. Quando l'ugello è troppo lontano, il risultato sarà una deformazione.
LIVELLARE LA PIASTRA DI COSTRUZIONE
Per livellare il piano di stampa e impostare correttamente l'altezza dell'ugello, seguire le istruzioni della stampante 3D.
Per impostare l'altezza corretta dell'ugello o, più accuratamente, impostare la posizione zero corretta per l'asse Z aiuta a ridurre la deformazione, eliminando la zampa di elefante, ma aiuta anche a estrudere la giusta quantità nel primo strato. La maggior parte delle stampanti 3D non è in grado di rilevare quando l'ugello tocca la superficie di stampa, si affida semplicemente a un finecorsa o a un sensore separato per sondare il piano. In entrambi i casi, solitamente è necessario impostare manualmente la posizione zero. La procedura esatta differisce da stampante a stampante, ma l'idea generale è solitamente la stessa:
assicurati che l'ugello sia pulito e, idealmente, riscaldato in modo che eventuali caccole vengano spazzate via dalla carta.
Utilizzare un pezzo di carta sottile per letti più rigidi (circa 90 g per m2 o 0,1 mm di spessore) e una carta più spessa per letti a molle (circa 300 g per m2 o 0,25 mm di spessore, ad esempio un biglietto da visita).
Regolare il finecorsa o l'offset del sensore finché non si avverte una leggera resistenza nello scorrimento della carta quando la stampante si trova nella posizione zero per l'asse Z. La maggior parte delle stampanti dispone di una modalità semiautomatica, in cui la testina di stampa si sposta in diversi punti definiti sulla superficie di stampa ed è necessario impostare manualmente l'altezza dell'ugello. In caso contrario, iniziare dal centro del letto per una prima regolazione approssimativa, fare il giro del letto e ripetere per ogni punto di regolazione. Spostare la testina di stampa il più vicino possibile ai regolatori e regolarli finché non si ottiene una resistenza uniforme con le schede di calibrazione su ciascuno di essi.
USA UN BRIM
Un bordo (brim) è una struttura stampata che viene attaccata alla stampa e aumenta la superficie della parte per stabilizzarla o per aumentare l'adesione. Le falde (brim) solitamente hanno 10-15 contorni e possono essere alte 1-2 strati.
|
 10. SPAZI TRA RIEMPIMENTO E CONTORNO 10. SPAZI TRA RIEMPIMENTO E CONTORNO
Ciascuna delle tue stampe è composta da diversi strati che consistono a loro volta in perimetri (i contorni della stampa) e riempimento. Se noti piccoli spazi tra i perimetri (contorno della stampa) e il riempimento, ci sono due argomenti che potresti voler controllare.
REGOLA LA VELOCITÀ DI STAMPA
Se si stampa troppo velocemente, si può causare uno spostamento dei livelli o una scarsa qualità di stampa. Con velocità di stampa elevate, potrebbe accadere che le cinghie scivolino sulla ruota dentata/pulegge motrici e la testa dell'utensile/hotend perda la posizione corretta.
È possibile regolare la velocità di stampa come di seguito.
Se stavi stampando a 3600 mm/min o 60 mm/s (la velocità di stampa più comune), prova a ridurre quel valore del 50% a 1800 mm/min o 30 mm/s per vedere se l'abrasione del filamento scompare o la qualità di stampa aumenta . In caso contrario, è molto probabile che il problema sia diverso. Se funziona, prova ad aumentare la velocità di stampa a piccoli passi finché non trovi il miglior equilibrio tra buona qualità e velocità di stampa.
SOVRAPPOSIZIONE DI RIEMPIMENTO/CONTORNO
Per impedire la stampa di sporgenze non riuscite o per ridurre la struttura di supporto, è anche possibile ridurre l'altezza dello strato nel software di slicing.
|
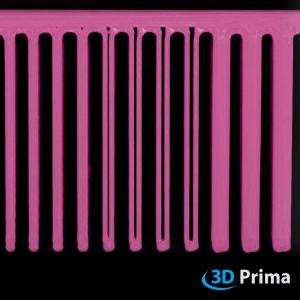 11. LACUNE NELLE PARETI SOTTILI 11. LACUNE NELLE PARETI SOTTILI
Stampando un oggetto con un ugello, che è solo poche volte più piccolo della parete più spessa, potrebbe succedere che l'affettatrice lasci uno spazio vuoto al centro. Ad esempio: il muro è di 1,5 mm e stamperai con una larghezza di estrusione di 0,6 mm, devi aumentare alcune impostazioni di slicing per una stampa solida senza spazi vuoti. Per questo motivo, regola il comportamento delle pareti sottili e/o la larghezza di estrusione nel tuo slicer.
REGOLA IL COMPORTAMENTO DELLA PARETE SOTTILE
Nel processo di slicing possono verificarsi degli spazi vuoti se il diametro della parete non può essere diviso esattamente attraverso il diametro dell'ugello. Per evitare spazi vuoti nelle pareti sottili, scegliere le impostazioni per pareti sottili. Se il tuo slicer non dispone di questa opzione, varia la larghezza dell'estrusione e il diametro dei perimetri interno ed esterno.
MODIFICA LA LARGHEZZA DI ESTRUSIONE
Possono verificarsi degli spazi nel processo di slicing se il diametro della parete non può essere diviso per il diametro dell'ugello. L'unica riga che non si adatta più andrà persa. Imposta la larghezza di estrusione in modo che possa essere divisa con precisione.
|
 12. FANTASMA (GHOSTING) 12. FANTASMA (GHOSTING)
Riesci a vedere il riempimento della tua stampa all'esterno sui perimetri? In questo caso il riempimento e i perimetri si sovrappongono e lo si vede all'esterno del guscio. Lo spessore della parete potrebbe essere troppo basso rispetto alla dimensione dell'ugello.
AUMENTARE IL PERIMETRO
L'effetto ghosting si verifica quando il guscio della nostra stampa, i perimetri, sono troppo sottili e il riempimento, che ha una sovrapposizione troppo grande con i perimetri, diventa visibile. Per evitare questo problema, consentire allo slicer di creare ulteriori perimetri.
DIMINUIRE LE SOVRAPPOSIZIONI DEI CONTORNI
Vuoi un buon legame tra il riempimento e i perimetri, ma hai esagerato e il riempimento risulta visibile all'esterno? Riduci semplicemente la sovrapposizione del contorno al 15-25% e controlla se riesci a "mantenere il fantasma all'interno".
|
 13. ESTRUSIONE INCOERENTE 13. ESTRUSIONE INCOERENTE
Buoni risultati nella stampa 3D sono abbinati ad una quantità molto consistente di plastica estrusa. Questo problema è visibile soprattutto sulle linee sottili della stampa e influirà sulla qualità di stampa finale. Osservare attentamente la stampante mentre stampa è il modo migliore per rilevare un'estrusione irregolare, che varia in dimensioni. Un'estrusione incoerente può essere influenzata da molte cause, tra cui un ugello ostruito, un'altezza dello strato molto bassa, una larghezza di estrusione errata, una scarsa qualità del filamento, un filamento bloccato o aggrovigliato e problemi meccanici dell'estrusore.
REGOLA L'ALTEZZA DEL LIVELLO
Se la tua stampante non è in grado di eseguire un'altezza dello strato molto bassa, ciò potrebbe essere fonte di errore. In tal caso, imposta l'altezza del livello più in alto e controlla se il problema è stato risolto ora. Come regola generale, considera il 75% del diametro dell'ugello come altezza massima dello strato.
MODIFICA LA LARGHEZZA DI ESTRUSIONE
Una possibilità di estrusione incoerente è la larghezza di estrusione errata. Prova a risolvere il problema modificando la larghezza di estrusione. Come regola generale, la larghezza di estrusione dovrebbe essere compresa tra il 100 e il 150% del diametro dell'ugello. Se la larghezza di estrusione è inferiore al diametro dell'ugello, non sarebbe possibile un flusso coerente di filamento.
METODO DI ESTRAZIONE A FREDDO
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
METODO CON AGO O FILO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
INGRANAGGIO DELL'ESTRUSORE SCIVOLANTE
Tutte le stampanti 3D FDM utilizzano un piccolo ingranaggio di trasmissione che afferra il filamento e lo preme contro un cuscinetto o un altro ingranaggio di trasmissione. Questo ingranaggio conduttore ha denti affilati che gli consentono di afferrare il filamento. Se il filamento non è in grado di muoversi, l'ingranaggio conduttore continua a girare e può macinare via abbastanza plastica dal filamento in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi.
Se ciò accade sulla tua stampante, di solito vedrai molti piccoli trucioli di plastica provenienti dal filamento che sono stati triturati. Potresti anche notare che il motore dell'estrusore gira, ma il filamento non viene spinto nell'estremità calda.
Per risolvere questo problema, puoi provare:
- aumentare la temperatura dell'ugello di 5-10 gradi in modo che la plastica scorra più facilmente.
- per modificare la velocità di stampa, se l'estrusore tenta di spingere il filamento attraverso l'ugello più velocemente di quanto l'hot end possa scioglierlo. Riducilo del 30% per vedere se il problema è risolto.
Se l'estrusore scivola, assicurati che l'ingranaggio conduttore dell'estrusore sia pulito, perché i frammenti di plastica possono riempire i denti dell'ingranaggio conduttore. Se ciò accade, è più probabile che l'ingranaggio conduttore slitti di nuovo.
|
 14. SEPARAZIONE DEGLI STRATI 14. SEPARAZIONE DEGLI STRATI
Se gli strati non si legano/non si fondono insieme e i singoli strati si deformano all'interno della parte, si parla di separazione degli strati.
REGOLARE LA TEMPERATURA DELL'UGELLO
L'adesione tra gli strati può essere aumentata con una temperatura di stampa più elevata. Tuttavia, se riconosci che l'estrusore a volte ha difficoltà a spingere il filamento attraverso l'hotend, forse è perché l'ugello è troppo freddo. Prova ad aumentare la temperatura di 5-10 gradi in modo che la plastica scorra più facilmente.
REGOLA L'ALTEZZA DEL LIVELLO
Se hai problemi con la separazione degli strati, una delle prime impostazioni che devi controllare è l'altezza dello strato. L'altezza dello strato dipende dalla dimensione dell'ugello che stai utilizzando. La maggior parte delle stampanti ha un diametro dell'ugello compreso tra 0,3 e 0,5 millimetri. Come formula generale per l'altezza massima dello strato, puoi prendere il 75% del diametro del tuo ugello – ad esempio: per un ugello da 0,4 mm, imposta l'altezza dello strato su 0,3 mm.
VENTOLA DI RAFFREDDAMENTO PARZIALE
A volte disabilitare o rallentare la ventola di raffreddamento delle parti potrebbe essere una soluzione per gli strati separati. Ma dipende dal materiale che stai utilizzando. Per PC, SEMIFLEX e ABS consigliamo di disabilitare la ventola di raffreddamento delle parti, per PLA, PET-G e altri materiali provare altre soluzioni.
ASCIUGARE IL FILAMENTO (PA12)
PA12 / Nylon è un materiale idrofilo, per questo motivo è necessario asciugarlo prima della stampa. L'ABS non è idrofilo come il PA12, quindi dovrebbe essere sufficiente conservarlo in un contenitore o sacchetto ermetico dopo la stampa. Come regola generale, 100 g di PA12 dovrebbero essere essiccati in un forno con circolazione d'aria a 70-90°C per circa 3-4 ore.
|
 15. SPOSTAMENTO DEL LIVELLO O DISALLINEAMENTO DEL LIVELLO 15. SPOSTAMENTO DEL LIVELLO O DISALLINEAMENTO DEL LIVELLO
Se identifichi un effetto “scalino” nella tua stampa, questo si chiama spostamento dello strato o disallineamento dello strato. Le stampanti 3D più comuni non dispongono di un sistema di feedback sulla posizione effettiva della testa utensile/hotend. Se si verifica un impatto durante la stampa o un motore perde passi, la stampante non è in grado di rilevarlo e continuerà la stampa con una posizione errata. Le seguenti soluzioni sono un buon modo per risolvere questo problema, ma può anche essere causato dalla deformazione degli strati della parte superiore.
REGOLA LA VELOCITÀ DI STAMPA
Se si stampa troppo velocemente, si può causare uno spostamento dei livelli o una scarsa qualità di stampa. Con velocità di stampa elevate, potrebbe accadere che le cinghie scivolino sulla ruota dentata/pulegge motrici e la testa dell'utensile/hotend perda la posizione corretta.
È possibile regolare la velocità di stampa come nelle immagini seguenti.
Se stavi stampando a 3600 mm/min o 60 mm/s (la velocità di stampa più comune), prova a ridurre quel valore del 50% a 1800 mm/min o 30 mm/s per vedere se l'abrasione del filamento scompare o la qualità di stampa aumenta . In caso contrario, è molto probabile che il problema sia diverso. Se funziona, prova ad aumentare la velocità di stampa a piccoli passi finché non trovi il miglior equilibrio tra buona qualità e velocità di stampa.
REGOLARE LA TENSIONE DELLA CINGHIA
Molte stampanti utilizzano cinghie per trasmettere la forza dei motori. Queste cinghie di gomma perdono resistenza nel tempo.
Se la tensione è troppo bassa, le cinghie scivolano sulle pulegge della ruota dentata/motrice e la testa dell'utensile perderà la giusta posizione.
• Controllare se tutte le cinghie hanno la stessa tensione pizzicandole insieme.
• Regolare la resistenza della cinghia come descritto nel manuale della stampante. Alcune stampanti come la Prusa i3 sono dotate di viti per rinforzare le cinghie. Fai attenzione a rinforzare eccessivamente le cinture, ciò potrebbe causare altri problemi, come un motore che non si muove.
Se non sei sicuro della robustezza della cinghia della tua stampante, leggi il manuale della stampante o contatta il produttore.
• Se le cinghie della tua stampante sono troppo vecchie e logore, tieni presente che forse dovresti cambiarle come ultima opzione.
CONTROLLA LE ASTE
Spegni la stampante e prova a spostare la testa dell'utensile della stampante su tutta la lunghezza degli assi X e Y. Se avverti una maggiore resistenza in alcuni punti, pulisci le aste e lubrificale come descritto nel manuale della stampante.
Non utilizzare olio o grasso per imbrattare ogni cuscinetto! Dipende dai materiali del cuscinetto (ad es. metallo/metallo, metallo/plastica, plastiche diverse) quale lubrificare è il migliore.
Se la lubrificazione delle aste non aiuta e si avverte ancora resistenza in alcuni punti, le aste potrebbero essere piegate. Controlla se le tue aste sono allineate. Se sono in posizione e senti ancora resistenza, puoi rimuovere le aste e farle rotolare su una superficie piana. Se traballano, le vostre canne sono piegate e sarebbe meglio sostituirle.
CONTROLLA LA TUA PIASTRA DI COSTRUZIONE
Sul mercato sono disponibili molti piani di stampa diversi con diversi sistemi di montaggio. Non siamo in grado di coprire tutti i diversi sistemi, assicurati solo che il tuo piano di stampa non si muova durante la stampa. Forse le clip o anche le viti si sono allentate nel tempo e devi ripararle o sostituirle.
STABILIZZARE LA STAMPANTE 3D
Assicurati che la stampante abbia una superficie stabile e piana su cui appoggiarsi e controlla se ci sono fonti di impatto nelle vicinanze. Anche piccoli influssi esterni come i colpi possono avere un effetto sulla tua stampa. Se hai più stampanti, mettile su tavoli diversi, a volte potrebbero influenzarsi a vicenda.
|
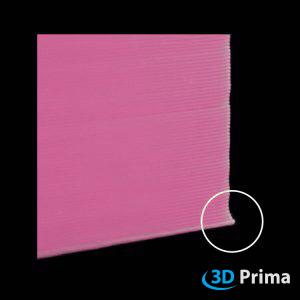
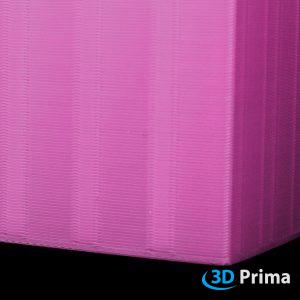
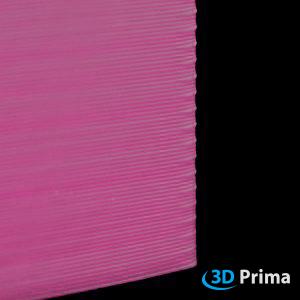
 16. LINEE SUI LATI DELLA STAMPA 16. LINEE SUI LATI DELLA STAMPA
Lo scopo di ogni stampa è che la superficie risulti liscia strato dopo strato. Se uno degli strati va storto, è chiaramente visibile all'esterno dell'oggetto. Ad esempio: uno strato su dieci è più largo degli altri.
Il diametro costante del filamento gioca un ruolo importante e un posizionamento esatto dell'asse potrebbe portare alla formazione di linee sulla superficie (ad esempio: z-wobbeling). Un controller PID mal regolato potrebbe essere un altro motivo per cui appaiono queste linee. In questo caso il riscaldamento dell'ugello è inconsistente.
REGOLARE LA TENSIONE DELLA CINGHIA
Molte stampanti utilizzano cinghie per trasmettere la forza dei motori. Queste cinghie di gomma perdono resistenza nel tempo. Se la tensione è troppo bassa, le cinghie scivolano sulle pulegge della ruota dentata/motrice e la testa dell'utensile perderà la giusta posizione.
- Controllare se tutte le cinghie hanno la stessa tensione pizzicandole insieme.
-
Regola la resistenza della cinghia come descritto nel manuale della stampante. Alcune stampanti come la Prusa i3 sono dotate di viti per rinforzare le cinghie. Fai attenzione a rinforzare eccessivamente le cinture, ciò potrebbe causare altri problemi, come un motore che non si muove.
Se non sei sicuro della robustezza della cinghia della tua stampante, leggi il manuale della stampante o contatta il produttore.
- Se le cinghie della tua stampante sono silenziose, troppo logore e vecchie, tieni presente che forse dovresti cambiarle come ultima opzione.
CONTROLLA LE ASTE
Spegni la stampante e prova a spostare la testa dell'utensile della stampante su tutta la lunghezza degli assi X e Y. Se avverti una maggiore resistenza in alcuni punti, pulisci le aste e lubrificale come descritto nel manuale della stampante.
Non utilizzare olio o grasso per imbrattare ogni cuscinetto! Dipende dai materiali del cuscinetto (ad es. metallo/metallo, metallo/plastica, plastiche diverse) quale lubrificare è il migliore.
Se la lubrificazione delle aste non aiuta e si avverte ancora resistenza in alcuni punti, le aste potrebbero essere piegate. Controlla se le tue aste sono allineate. Se sono in posizione e senti ancora resistenza, puoi rimuovere le aste e farle rotolare su una superficie piana. Se traballano, significa che le tue aste sono piegate e sarebbe meglio sostituirle.
CONTROLLA L'ASSE Z
Controllare se le aste e il mandrino sono allineati e nella posizione corretta. I cuscinetti e i giunti sono ok? Hanno delle sbavature? Se sì, prova a ripararli o sostituirli. Ti consigliamo di eseguire prima un'ispezione visiva, quindi di lubrificare le aste e il mandrino come descritto nel manuale della stampante.
Non utilizzare olio o grasso per imbrattare ogni cuscinetto! Dipende dai materiali del cuscinetto (ad es. metallo/metallo, metallo/plastica, plastiche diverse) quale lubrificare è il migliore.
Il passo successivo sarà rimuovere le parti dell'asse Z e farle rotolare su una superficie piana e pulita per vedere se traballano. Se traballano, sono piegati e sarebbe meglio sostituirli.
OTTIMIZZARE IL CONTROLLER PID
Come spesso accade, per ottenere i migliori risultati in termini di sporgenze è necessaria una combinazione tra la velocità di stampa e le impostazioni della temperatura dell'ugello. Non possiamo darti una soluzione generale, perché materiali diversi, stampanti e ventole di raffreddamento delle parti influenzano molto il risultato della sporgenza.
Ti consigliamo di stampare dei test di sporgenza per ottimizzare le tue impostazioni e per scoprire quali angoli di sporgenza sono possibili.
|
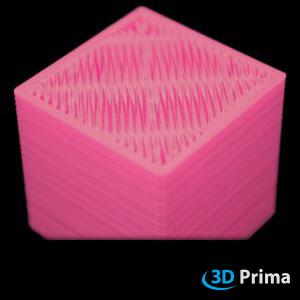
 17. PONTI DISORDINATI 17. PONTI DISORDINATI
La plastica viene estrusa attraverso uno spazio da un punto all'altro. Quando i ponti sono disordinati, le corde di plastica si afflosciano. La plastica dovrebbe essere raffreddata molto rapidamente su uno spazio vuoto per una solida connessione intermedia. Per prestazioni ottimali, è necessaria una buona calibrazione nelle impostazioni di collegamento e raffreddamento. Se la strada è troppo lontana per i ponti, utilizzare i supporti.
REGOLA L'IMPOSTAZIONE DEL PONTE
I ponti sono difficili da realizzare per la stampante 3D. Nella maggior parte dei programmi di slicing sono presenti impostazioni per il bridging. La plastica si restringe quando si raffredda. Questo è un vantaggio nel ponte, perché le corde salgono e formano una superficie piana. Prova un moltiplicatore di estrusione più basso e un moltiplicatore di velocità più basso per un migliore comportamento di bridging. Più plastica indurrebbe una corda abbassata. Lo strato successivo penderebbe da un cattivo ponte.
AGGIUNGI STRUTTURA DI SUPPORTO
Un modo semplice per ottenere risultati migliori sono le strutture di supporto. Non possiamo consigliare quali siano le impostazioni migliori, perché cambiano quando cambi l'altezza del livello o il materiale. Ti consigliamo di iniziare con le impostazioni standard nel tuo programma slicer, se devi modificarle, prova il metodo "sbagliando si impara". Tieni presente che il materiale di supporto richiede tempo di stampa aggiuntivo e talvolta l'ottimizzazione del posizionamento dei modelli è un'altra soluzione.
VENTOLA DI RAFFREDDAMENTO
Per un raffreddamento rapido impostare la ventola su una percentuale elevata, in modo che la plastica si indurisca prima di afflosciarsi. Sono disponibili impostazioni overdrive speciali per il bridging, in cui la ventola può essere alzata.
|
 18. STRATI MANCANTI 18. STRATI MANCANTI
Un tipico indizio di questo problema sono gli spazi tra gli strati. Ciò può essere causato da una parziale sottoestrusione o da strati parziali o completamente saltati.
REGOLARE LA TEMPERATURA DELL'UGELLO
Se riconosci che l'estrusore a volte ha difficoltà a spingere il filamento attraverso l'hotend, forse è perché l'ugello è troppo freddo, prova ad aumentare la temperatura di 5-10 gradi in modo che la plastica scorra più facilmente.
INGRANAGGIO ESTRUSORE SCIVOLANTE
Tutte le stampanti 3D FDM utilizzano un piccolo ingranaggio di trasmissione che afferra il filamento e lo preme contro un cuscinetto o un altro ingranaggio di trasmissione. Questo ingranaggio conduttore ha denti affilati che gli consentono di afferrare il filamento. Se il filamento non è in grado di muoversi, l'ingranaggio conduttore continua a girare e può macinare via abbastanza plastica dal filamento in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi.
Se ciò accade sulla tua stampante, di solito vedrai molti piccoli trucioli di plastica provenienti dal filamento che sono stati triturati. Potresti anche notare che il motore dell'estrusore gira, ma il filamento non viene spinto nell'estremità calda.
Per risolvere questo problema, puoi provare:
- aumentare la temperatura dell'ugello di 5-10 gradi in modo che la plastica scorra più facilmente.
- per modificare la velocità di stampa, se l'estrusore tenta di spingere il filamento attraverso l'ugello più velocemente di quanto l'hot end possa scioglierlo. Riducilo del 30% per vedere se il problema è risolto.
Se l'estrusore scivola, assicurati che l'ingranaggio conduttore dell'estrusore sia pulito, perché i frammenti di plastica possono riempire i denti dell'ingranaggio conduttore. Se ciò accade, è più probabile che l'ingranaggio conduttore slitti di nuovo.
IMPOSTAZIONI DEL DIAMETRO DEL FILAMENTO
I diametri dei filamenti più comuni sono 1,75 mm e 2,85 mm, ma ne esistono molti altri. Queste misurazioni hanno tolleranze diverse che possono variare da 0,01 mm a 0,1 mm.
Quindi, assicurati di misurare il tuo filamento con un calibro su 4-5 punti nei primi metri e di calcolare il diametro medio, prima di utilizzarlo. (La somma delle misurazioni diviso il mio numero di misurazioni)
Utilizzare il risultato calcolato per impostare il diametro del filamento o il moltiplicatore di estrusione sul valore corretto.
Il metodo più comune consiste nell'impostare il diametro del filamento sulla misura standard (1,75 mm, 2,85 mm ecc.) e modificare la quantità di materiale estruso sul moltiplicatore di estrusione.
(Attenzione: il moltiplicatore di estrusione è la percentuale di estrusione per il diametro specifico.)
RIPARARE IL FILE DI STAMPA
Potrebbe essere necessario riparare il file di stampa se si rilevano strati mancanti nell'oggetto. Possono essere causati da un file danneggiato o incompleto. Ci sono alcune opzioni nel tuo programma di slicing che puoi scegliere per riparare questi problemi.
|
 19. NON ESTRUDE ALL'INIZIO DELLA STAMPA 19. NON ESTRUDE ALL'INIZIO DELLA STAMPA
Questo problema è probabilmente il più comune per ogni principiante della stampa 3D, ma è anche molto facile da risolvere! Se l'ugello non estrude la plastica al primo strato, ciò può avere alcune possibili cause.
REGOLARE LA TEMPERATURA DELL'UGELLO
Come spesso accade, per ottenere i migliori risultati in termini di sporgenze è necessaria una combinazione tra la velocità di stampa e le impostazioni della temperatura dell'ugello. Non possiamo darti una soluzione generale, perché materiali diversi, stampanti e ventole di raffreddamento delle parti influenzano molto il risultato della sporgenza.
Ti consigliamo di stampare dei test di sporgenza per ottimizzare le tue impostazioni e per scoprire quali angoli di sporgenza sono possibili.
TIRATA FREDDA
La trazione a freddo funziona meglio con materiali morbidi e scivolosi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
PRIMO ESTRUSORE
Molti hotend hanno il problema di fuoriuscire plastica quando sono inattivi ad alta temperatura, il che crea uno spazio vuoto all'interno dell'ugello dove la plastica è fuoriuscita. Questa fuoriuscita si verifica la maggior parte delle volte all'inizio di una stampa quando stai preriscaldando l'hotend. Se il tuo hotend ha perso un po' di plastica a causa della fuoriuscita di liquidi, la prossima volta che proverai a estrudere, è probabile che ci vorranno alcuni secondi prima che la plastica inizi di nuovo a fuoriuscire dall'ugello. Se stai avviando una stampa dopo che l'ugello ha iniziato a fuoriuscire, potresti notare lo stesso ritardo nell'estrusione.
Per risolvere questo problema, assicurati di caricare l'hotend subito prima di iniziare la stampa in modo che l'ugello sia pieno di plastica e pronto per l'estrusione.
Il modo più comune per risolvere questo problema è utilizzare una gonna (skirt), ovvero due o più linee di filamento che di solito si trovano ad alcuni millimetri di distanza dalla stampa per garantire un flusso di materiale costante.
METODO DELL'AGO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
PIASTRA DI COSTRUZIONE LIVELLATA
Per livellare il piano di stampa e impostare correttamente l'altezza dell'ugello, seguire le istruzioni della stampante 3D.
Per impostare l'altezza corretta dell'ugello o, più accuratamente, impostare la posizione zero corretta per l'asse Z aiuta a ridurre la deformazione, eliminando la zampa di elefante, ma aiuta anche a estrudere la giusta quantità nel primo strato. La maggior parte delle stampanti 3D non è in grado di rilevare quando l'ugello tocca la superficie di stampa, si affida semplicemente a un finecorsa o a un sensore separato per sondare il piano. In entrambi i casi, solitamente è necessario impostare manualmente la posizione zero. La procedura esatta differisce da stampante a stampante, ma l'idea generale è solitamente la stessa:
assicurati che l'ugello sia pulito e, idealmente, riscaldato in modo che eventuali caccole vengano spazzate via dalla carta.
Utilizzare un pezzo di carta sottile per letti più rigidi (circa 90 g per m2 o 0,1 mm di spessore) e una carta più spessa per letti a molle (circa 300 g per m2 o 0,25 mm di spessore, ad esempio un biglietto da visita).
Regolare il finecorsa o l'offset del sensore finché non si avverte una leggera resistenza nello scorrimento della carta quando la stampante si trova nella posizione zero per l'asse Z. La maggior parte delle stampanti dispone di una modalità semiautomatica, in cui la testina di stampa si sposta in diversi punti definiti sulla superficie di stampa ed è necessario impostare manualmente l'altezza dell'ugello. In caso contrario, iniziare dal centro del letto per una prima regolazione approssimativa, fare il giro del letto e ripetere per ogni punto di regolazione. Spostare la testina di stampa il più vicino possibile ai regolatori e regolarli finché non si ottiene una resistenza uniforme con le schede di calibrazione su ciascuno di essi.
|
 20. SOVRAESTRUSIONE 20. SOVRAESTRUSIONE
La tua stampante 3D estrude più filamento del necessario? Rilevi strati sporgenti sulla superficie della tua stampa? Questo si chiama estrusione.
Succede quando il software e la stampante non sono configurati: il software non fornisce il giusto input per la giusta quantità di estrusione della tua stampante FDM.
DIAMETRO DEL FILAMENTO/MOLTIPLICATORE DI ESTRUSIONE
Se rilevi una sovraestrusione durante la tua stampa, puoi gestire questo problema diminuendo il moltiplicatore di estrusione (a volte viene anche chiamato “portata di flusso”). Ogni stampante e ogni estrusore hanno le sue impostazioni specifiche e perfette.
Prova a diminuire il moltiplicatore di estrusione nel tuo software con incrementi del 5%. Se il moltiplicatore è impostato su 1, prova 0,95 poi 0,9, …
|
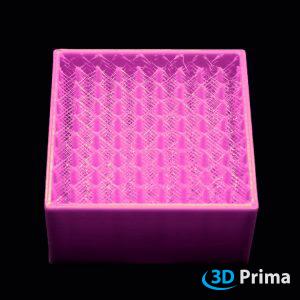
 21. IMBOTTITURA / STRATO SUPERIORE INCOMPLETO 21. IMBOTTITURA / STRATO SUPERIORE INCOMPLETO
Se noti uno strato superiore difettoso con deformazioni o buchi e spazi vuoti, questo si chiama cuscino. Il problema principale è che lo strato superiore non si sovrappone al contorno o al riempimento. Nella maggior parte dei casi è causato da un riempimento inferiore, da un'elevata velocità di stampa o da un raffreddamento inadeguato.
SOVRAPPOSIZIONE DI RIEMPIMENTO/CONTORNO
La maggior parte dei programmi Slicer consente di regolare la sovrapposizione tra il perimetro (contorni) e il riempimento. La sovrapposizione viene solitamente misurata in percentuale di quanto il riempimento si sovrappone ai perimetri del contorno. Una delle percentuali di sovrapposizione più comuni è del 15%. Se è troppo basso, prova ad aumentarlo fino al 20% o 30%.
VENTOLA DI RAFFREDDAMENTO
Se si stampano materiali a bassa viscosità o si stampa a temperature elevate, anche le sporgenze tra il riempimento potrebbero causare un problema. Per ridurre al minimo questo problema, il materiale deve raffreddarsi abbastanza velocemente dopo la stampa. Se la tua stampante è dotata di una ventola di raffreddamento parziale, dovresti attivarla o aumentare la velocità della ventola. Controlla anche se la ventola e la fessura di ventilazione sono nella posizione corretta (controlla che l'aria raffreddi la tua parte e non vada da nessuna parte). Alcuni materiali hanno una viscosità estremamente bassa alle temperature di stampa ed è per questo che è necessario stamparli con velocità di stampa elevate e ventola di raffreddamento delle parti.
AUMENTARE LA DENSITÀ DI RIEMPIMENTO
Nella maggior parte dei casi di imbottitura o di strato superiore incompleto, la densità di riempimento è troppo bassa. 10-25% sono valori tipici di densità di riempimento. Come sempre, dipende dal materiale e dalle impostazioni di stampa, quindi prova con il Test Cube per ottenere i migliori risultati.
AUMENTA IL NUMERO DI STRATI SUPERIORI
In genere, si impostano 3-6 strati superiori, a seconda della densità di riempimento e delle impostazioni di stampa. Se hai problemi di imbottitura, prova ad aumentare il numero di strati superiori.
|
 22. CICATRICI SULLA SUPERFICIE 22. CICATRICI SULLA SUPERFICIE
Un oggetto viene stampato strato per strato. Per iniziare un nuovo strato o spostarsi in una nuova posizione, l'ugello deve spostarsi sulla parte superiore di uno strato stampato precedente. Ciò lascia segni visibili sugli strati solidi superiori della stampa. Per risolvere questo problema, controllare i seguenti passaggi
MOLTIPLICATORE DI ESTRUSIONE
Se viene estrusa troppa plastica, ogni strato diventa più spesso di quanto dovrebbe essere. Modificando la posizione dell'ugello, si verificheranno delle cicatrici sull'ultimo strato stampato. Per evitare cicatrici sullo strato superiore della stampa, imposta il moltiplicatore di estrusione.
SOLLEVAMENTO VERTICALE (Z-HOP)
Un modo per evitare cicatrici sugli strati superiori della stampa è sollevare l'ugello quando si cambia posizione. Questa opzione consente di viaggiare con l'ugello in uno stato elevato da un punto all'altro dell'oggetto senza graffiare lo strato stampato precedente.
|
 23. PICCOLI ELEMENTI NON VENGONO STAMPATI 23. PICCOLI ELEMENTI NON VENGONO STAMPATI
Quando si stampano elementi di piccole dimensioni, è utile stampare con un ugello piccolo per garantire la precisione dei dettagli. Una parete minore del diametro dell'ugello potrebbe non essere visualizzata nel programma di slicing e quindi non stampata. Per stampare in modo molto dettagliato, regolare l'hardware e il software.
CONSENTIRE PARETE A ESTRUSIONE SINGOLA
Questa opzione è per parti molto sottili con diametro inferiore a quello dell'ugello. Evitando questa opzione non è possibile stampare parti piccole perché l'ugello ha una larghezza di estrusione più ampia. Questa funzione è disponibile solo in Simlify3D e può essere trovata in "Modifica impostazioni di processo" modificando il "Tipo di parete sottile esterna". La stampa non diventerà più dettagliata ma assicura che ogni piccolo pezzo di un oggetto verrà rilevato dallo slicer e stampato.
INSTALLARE UN UGELLO PIÙ SOTTILE
Se parti della stampa sono più sottili dell'ugello, non possono essere stampate nella giusta dimensione o in modo non molto preciso. L'installazione di un ugello più sottile può risolvere questo problema.
|
 24. INTERROMPE L'ESTRUSIONE NEL MEZZO DI UNA STAMPA 24. INTERROMPE L'ESTRUSIONE NEL MEZZO DI UNA STAMPA
La tua stampante non estrude più durante la stampa? È necessario interrompere la stampa? Questo problema può essere causato da diverse cause separate.
CONTROLLARE SE L'UGELLO È OSTRUITO
Esistono due metodi comuni per risolvere questo problema:
TIRATA FREDDA
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
METODO CON AGO O FILO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
FILAMENTO ESAURITO
Prima di iniziare a stampare, devi sempre controllare se hai ancora abbastanza filamento sulla bobina.
INGRANAGGIO DELL'ESTRUSORE CHE SCIVOLA
Tutte le stampanti 3D FDM utilizzano un piccolo ingranaggio di trasmissione che afferra il filamento e lo preme contro un cuscinetto o un altro ingranaggio di trasmissione. Questo ingranaggio conduttore ha denti affilati che gli consentono di afferrare il filamento. Se il filamento non è in grado di muoversi, l'ingranaggio conduttore continua a girare e può macinare via abbastanza plastica dal filamento in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi.
Se ciò accade sulla tua stampante, di solito vedrai molti piccoli trucioli di plastica provenienti dal filamento che sono stati triturati. Potresti anche notare che il motore dell'estrusore gira, ma il filamento non viene spinto nell'estremità calda.
Per risolvere questo problema, puoi provare:
- aumentare la temperatura dell'ugello di 5-10 gradi in modo che la plastica scorra più facilmente.
- per modificare la velocità di stampa, se l'estrusore tenta di spingere il filamento attraverso l'ugello più velocemente di quanto l'hot end possa scioglierlo. Riducilo del 30% per vedere se il problema è risolto.
Se l'estrusore scivola, assicurati che l'ingranaggio conduttore dell'estrusore sia pulito, perché i frammenti di plastica possono riempire i denti dell'ingranaggio conduttore. Se ciò accade, è più probabile che l'ingranaggio conduttore slitti di nuovo.
|
 25. STRINGING E OOZING 25. STRINGING E OOZING
Stampa pelosa? Se sulla stampa sono presenti filamenti di plastica pelosi, che in genere si verificano tra due parti, si parla di stringing. Altri termini per questo problema sono stillicidio, impronte pelose o baffi. Quando l'ugello si sposta in un'altra posizione, potrebbe accadere che il filamento fluido fuoriesca dall'ugello e produca le stringhe. In questo caso, controlla se la retrazione è abilitata, perché in molti casi puoi risolvere questo problema ottimizzando le impostazioni di retrazione. È possibile utilizzare un buon modello di prestazioni delle caratteristiche positive, come quello della rivista "make". Link per il download: http://www.thingiverse.com/thing:533472/#files
REGOLARE LA TEMPERATURA DELL'UGELLO
Come spesso accade, è necessaria una combinazione tra le impostazioni di retrazione e temperatura dell'ugello per ottenere i migliori risultati e ridurre la formazione di fili. Se la temperatura dell'ugello è troppo alta, il filamento fuso è così liquido (ha una bassa viscosità) che l'ugello perderà durante lo spostamento nella posizione successiva. Se la temperatura dell'ugello è troppo bassa, potresti avere problemi con l'estrusione del filamento. Per ottenere i migliori risultati, prova a ridurre al minimo la temperatura di 5-10 gradi in modo che la plastica non trasuda più.
REGOLARE LA RETRAZIONE
La retrazione è l'arretramento del filamento durante il processo di stampa. Quando l'hotend della tua stampante 3D si sposta in una nuova posizione (l'estrusore si muove senza estrudere) potrebbero formarsi delle stringhe, perché il filamento fuso fuoriesce dall'ugello. Questo può essere migliorato tirando indietro il filamento nel momento in cui l'hotend smette di estrudere.
Innanzitutto, assicurati di aver abilitato la ritrazione. Il secondo passo sarà ottimizzare le impostazioni di retrazione, come retrazione: distanza e velocità.
DISTANZA DI RETRAZIONE
La distanza definisce quanto il filamento viene tirato indietro rispetto all'ugello. Dipende dalla stampante quale sarà la distanza migliore. Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la distanza di retrazione di 0,5 mm e monitora le migliori prestazioni. Per la maggior parte delle stampanti, la distanza di retrazione deve essere compresa tra 1 e 5 mm.
VELOCITÀ DI RITRAZIONE
Anche la velocità di retrazione è un'impostazione importante che influenza la stampa. Se si ritrae il filamento troppo velocemente, il filamento potrebbe separarsi dalla parte fusa. Altrimenti, se si ritrae troppo lentamente, l'ugello potrebbe perdere prima che inizi a stampare nella nuova posizione. Per la maggior parte delle stampanti, la velocità di retrazione dovrebbe essere compresa tra 20-100 mm/s o 1200-6000 mm/min.
Provalo stampando due cubi distanti 40 mm l'uno dall'altro e aumenta la velocità di retrazione di passi di 20 mm/s o 1200 mm/min e monitora le prestazioni migliori.
EVITARE DI INCROCIARE I PARAMETRI
Ci sono alcuni slicer sul mercato, che hanno funzioni speciali per evitare che il tuo hotend attraversi gli spazi vuoti quando ti sposti da un luogo all'altro.
|
 26. SOTTO ESTRUSIONE 26. SOTTO ESTRUSIONE
La sottoestrusione può avere cause diverse. Un ugello ostruito, un ingranaggio dell'estrusore che scivola, impostazioni errate del diametro del filamento/del moltiplicatore di estrusione nel programma dell'affettatrice.
TIRATA FREDDA
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
DIAMETRO DEL FILAMENTO
I diametri dei filamenti più comuni sono 1,75 mm e 2,85 mm ma ne esistono molti altri. Ma queste misurazioni hanno tolleranze diverse che possono variare da 0,01 mm a 0,1 mm.
Quindi, assicurati di misurare il tuo filamento con un calibro su 4-5 punti nei primi metri e di calcolare il diametro medio, prima di utilizzarlo. (La somma delle misurazioni ha diviso il mio numero di misurazioni)
Utilizzare il risultato calcolato per impostare il diametro del filamento o il moltiplicatore di estrusione sul valore corretto.
Il metodo più comune consiste nell'impostare il diametro del filamento sulla misura standard (1,75 mm, 2,85 mm ecc.) e modificare la quantità di materiale estruso sul moltiplicatore di estrusione.
(Attenzione: il moltiplicatore di estrusione è la percentuale di estrusione per il diametro specifico.)
METODO DELL'AGO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
INGRANAGGIO DELL'ESTRUSORE CHE SCIVOLA
Tutte le stampanti 3D FDM utilizzano un piccolo ingranaggio di trasmissione che afferra il filamento e lo preme contro un cuscinetto o un altro ingranaggio di trasmissione. Questo ingranaggio conduttore ha denti affilati che gli consentono di afferrare il filamento. Se il filamento non è in grado di muoversi, l'ingranaggio conduttore continua a girare e può macinare via abbastanza plastica dal filamento in modo che non rimanga nulla a cui i denti dell'ingranaggio possano aggrapparsi.
Se ciò accade sulla tua stampante, di solito vedrai molti piccoli trucioli di plastica provenienti dal filamento che sono stati triturati. Potresti anche notare che il motore dell'estrusore gira, ma il filamento non viene spinto nell'estremità calda.
Per risolvere questo problema, puoi provare:
- aumentare la temperatura dell'ugello di 5-10 gradi in modo che la plastica scorra più facilmente.
- per modificare la velocità di stampa, se l'estrusore tenta di spingere il filamento attraverso l'ugello più velocemente di quanto l'hot end possa scioglierlo. Riducilo del 30% per vedere se il problema è risolto.
Se l'estrusore scivola, assicurati che l'ingranaggio conduttore dell'estrusore sia pulito, perché i frammenti di plastica possono riempire i denti dell'ingranaggio conduttore. Se ciò accade, è più probabile che l'ingranaggio conduttore slitti di nuovo.
|
|
 27. DEFORMAZIONE 27. DEFORMAZIONE
Le stampe 3D si restringono a causa delle sue proprietà termiche durante il raffreddamento. Ciò sottopone la stampa a notevole stress e, in caso di adesione non corretta al piano di stampa, può staccarsi parzialmente o completamente da esso. Ci sono molte cose che puoi fare contro la deformazione.
UTILIZZARE UN ADESIVO E/O UNA PIASTRA DI COSTRUZIONE AUTOADESIVA
Esistono molti tipi sul mercato come PrimaFix, colla stick, altri adesivi wipe-on o spray o superfici di stampa come PEI, Buildtak o persino Bluetape non riscaldato.
È importante impostare la temperatura corretta del letto riscaldato per ciascun materiale e adesivo.
Per PrimaFix consigliamo le seguenti impostazioni:
- PLA: primo strato 210°C senza superficie di stampa riscaldata
- ABS: primo strato 235-245°C con bordo da 5 mm e letto riscaldato 100-105°C.
- PET-G: primo strato a 225°C (437° Fahrenheit) e un letto riscaldato a 70-80°C.
REGOLA IL PRIMO STRATO
Puoi anche utilizzare le impostazioni dell'affettatrice per aumentare la larghezza e l'altezza dell'estrusione solo per il primo strato: ciò si traduce nel pompare proporzionalmente più materiale, che non solo distribuisce la plastica contro il letto in modo più esteso, ma rende anche il primo strato più resistente agli agenti atmosferici. piccoli errori di regolazione – quindi non è necessario avere il letto perfettamente piatto e senza irregolarità fino agli ultimi 10 µm. Di solito prendi il 120-140% dell'altezza dello strato per il primo strato.
USA UN BRIM
Un bordo è una struttura stampata che viene attaccata alla stampa e aumenta la superficie della parte per stabilizzarla o per aumentare l'adesione. Le falde solitamente hanno 10-15 contorni e possono essere alte 1-2 strati.
LIVELLARE IL PIANO DI STAMPA
Per livellare il piano di stampa e impostare correttamente l'altezza dell'ugello, seguire le istruzioni della stampante 3D.
Per impostare l'altezza corretta dell'ugello o, più accuratamente, impostare la posizione zero corretta per l'asse Z aiuta a ridurre la deformazione, eliminando la zampa di elefante, ma aiuta anche a estrudere la giusta quantità nel primo strato. La maggior parte delle stampanti 3D non è in grado di rilevare quando l'ugello tocca la superficie di stampa, si affida semplicemente a un finecorsa o a un sensore separato per sondare il piano. In entrambi i casi, solitamente è necessario impostare manualmente la posizione zero. La procedura esatta differisce da stampante a stampante, ma l'idea generale è solitamente la stessa:
assicurati che l'ugello sia pulito e, idealmente, riscaldato in modo che eventuali caccole vengano spazzate via dalla carta.
Utilizzare un pezzo di carta sottile per letti più rigidi (circa 90 g per m2 o 0,1 mm di spessore) e una carta più spessa per letti a molle (circa 300 g per m2 o 0,25 mm di spessore, ad esempio un biglietto da visita).
Regolare il finecorsa o l'offset del sensore finché non si avverte una leggera resistenza nello scorrimento della carta quando la stampante si trova nella posizione zero per l'asse Z. La maggior parte delle stampanti dispone di una modalità semiautomatica, in cui la testina di stampa si sposta in diversi punti definiti sulla superficie di stampa ed è necessario impostare manualmente l'altezza dell'ugello. In caso contrario, iniziare dal centro del letto per una prima regolazione approssimativa, fare il giro del letto e ripetere per ogni punto di regolazione. Spostare la testina di stampa il più vicino possibile ai regolatori e regolarli finché non si ottiene una resistenza uniforme con le schede di calibrazione su ciascuno di essi.
USA UNA ENCLOSURE
Anche se il piano riscaldato mantiene gli strati inferiori della parte in temperatura, potrebbe avere difficoltà a impedire la contrazione degli strati superiori della parte una volta che si inizia a stampare parti più alte. In questa situazione, potresti trovare utile posizionare la stampante all'interno di un enclosure che possa aiutare a regolare la temperatura dell'intero volume di costruzione. Alcune macchine potrebbero già includere un enclsure esterno appositamente per questo motivo.
|
|
 28. RIEMPIMENTO DEBOLE 28. RIEMPIMENTO DEBOLE
Questo problema si verifica quando il riempimento ha corde troppo deboli e non è abbastanza forte da supportare i gusci esterni. In tal caso l'intera stampa perde resistenza. Per eliminare questo problema è possibile utilizzare un altro modello di riempimento, un riempimento maggiore e una velocità di stampa di riempimento inferiore. Anche un ugello ostruito può essere il problema.
RIDURRE LA VELOCITÀ DI STAMPA DI RIEMPIMENTO
Quando viene rilevato un riempimento scadente o debole, il materiale potrebbe non riuscire a sciogliersi così velocemente. Prova a diminuire la velocità di stampa per ottenere un riempimento solido con abbastanza plastica per supportare i gusci esterni e vedere se il problema è stato risolto.
MAGGIORE LARGHEZZA DI ESTRUSIONE DI RIEMPIMENTO
Se il riempimento della parte stampata è debole, l'intera stampa diventa debole. Impostare una larghezza di estrusione di riempimento più elevata quando si rileva un riempimento debole. Questo può essere fatto osservando la parte durante la stampa.
MODELLO DI RIEMPIMENTO ALTERNATIVO
Se il riempimento della stampa è debole, le parti forate si indeboliscono e possono rompersi durante l'uso. Sono disponibili alcuni modelli di riempimento diversi con angoli di riempimento diversi nelle impostazioni, tra cui è possibile scegliere. Dipende anche dalla parte stampata quale modello si adatta meglio e la supporta nel modo necessario.
TIRATA FREDDA
Una trazione a freddo funziona meglio con materiali scivolosi e morbidi, come il filamento di nylon.
Ancora una volta, riscalda l'hotend alla temperatura di lavoro del filamento di nylon o poliammide, spingilo attraverso l'hotend il più lontano possibile, idealmente, finché il materiale precedente non viene ripulito, il che ovviamente sarà un po' duro se l'ugello è completamente intasato. Quindi fai raffreddare l'hotend.
Ciò che consigliamo è di impostare l'hotend a 110, 120°C e continuare a tirare il filamento mentre l'hotend si riscalda finché il filamento non fuoriesce in un unico pezzo. Quindi taglia l'estremità impura del filamento, riscalda di nuovo completamente l'hotend e ripeti il processo finché l'estremità tirata del filamento non esce pulita e non hai ripristinato un buon flusso attraverso l'ugello. Di solito dovrebbero bastare due o tre passate.
METODO DELL'AGO
Per questo metodo è necessario un ago da agopuntura o ipodermico, in modo da poter provare a rimuovere il blocco. Ovviamente avrai bisogno di un ago o di un filo sufficientemente piccolo da poter entrare nel foro dell'ugello, in genere 0,4 mm.
Si sconsiglia invece di utilizzare una punta da trapano, perché si rompe più facilmente degli aghi solidi e, peggio ancora, può danneggiare permanentemente l'ugello se non si presta attenzione.
Preriscalda l'ugello alla temperatura di stampa normale per ciascun materiale e inizia a colpire con l'ago. Fai attenzione a non bruciarti. L'obiettivo è rompere l'ostruzione in modo che scivoli attraverso l'ugello. La prossima volta che si spinge il filamento attraverso l'ostruzione, il filamento scivolerà attraverso l'ugello insieme al filamento.
Potrebbe essere necessario ripetere il ciclo alcune volte e spingere manualmente un po' di filamento per verificare se sei riuscito a rompere sufficientemente il blocco. Se questo metodo non funziona, prova il metodo di estrazione a freddo.
|